
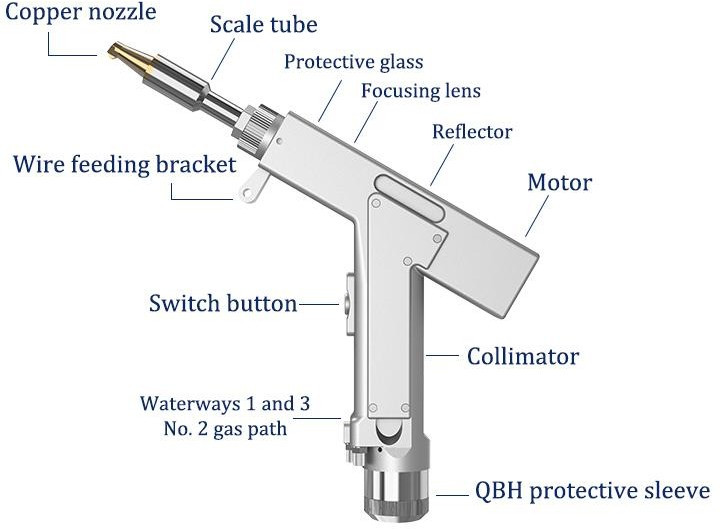
Ручна лазерна зварювальна головка SUP 30S

Сейф.- Сейф
Незалежне дослідження та розробка системи виявлення безпеки, встановлення ряду охоронної сигналізації, безпеки та стабільності
Економія часу - ефективно та зручно
Фокусне дзеркало, дзеркало захисту ящика, зручна заміна
Легкість - легкість зменшує навантаження
Менший розмір, менша вага, гнучке функціонування, простий у використанні
Якість - красива зварка - стабільна робота
Висока міцність зварювання, мала деформація, велика глибина плавлення
Продуктивність - кілька функцій
Підтримка ручного безперервного зварювання, точкового зварювання, очищення, різання, "рука" "так" - тіло, авторизація пароля
Super welding Head — це ручна зварювальна ріжуча головка, випущена в 2019 році. Продукт охоплює ручні зварювальні пістолети та системи керування власної розробки, а також оснащено кількома сигналами безпеки та налаштуваннями активного безпечного живлення та вимкнення світла.Цей продукт можна адаптувати до різних марок волоконних лазерів;оптимізована оптична конструкція з водяним охолодженням дозволяє лазерній головці стабільно працювати протягом тривалого часу при потужності 3000 Вт.
Основні характеристики: власно розроблена система керування, кілька захисних сигналів, менший розмір, гнучке функціонування та простий у використанні.
Більш стабільний: усі параметри видимі, моніторинг стану всієї машини в режимі реального часу, щоб заздалегідь уникнути проблем, зручніше усунути несправності та вирішити проблеми, щоб забезпечити стабільну роботу зварювальної головки.
Процес: усі параметри видно, якість зварювання більш досконала, деформація невелика, а проникнення високе.
Стабільні параметри та висока повторюваність: визначений тиск повітря в соплі та стан лінзи, якщо потужність лазера стабільна, параметри процесу мають бути повторюваними.Значно підвищує ефективність, а також зменшує вимоги оператора.
1) Забезпечте надійне заземлення перед подачею живлення.
2) Лазерна вихідна головка з'єднана зі зварювальною головкою.Під час використання уважно перевіряйте вихідну головку лазера, щоб уникнути пилу чи іншого забруднення.Під час чищення вихідної головки лазера використовуйте спеціальний папір для лінз.
3) Якщо обладнання не використовується відповідно до методів, зазначених у цьому посібнику, воно може бути в ненормальному робочому стані та спричинити пошкодження.
4) Під час заміни захисної лінзи переконайтеся, що ви захистили її.
5) Будь ласка, зверніть увагу: під час першого використання, коли червоне світло не може вийти з мідного рота, переконайтеся, що не випромінює світло
Деталі доставки упаковки ручної зварювальної головки
★ Перший шар
Зварювальна головка SUP20S 1 шт
Система 1 комплект
Системний кабель стандартний 10м
★ Другий шар
Насадка мідна 7шт Насадка ріжуча 1шт
Труба ваги 1шт
Захисні лінзи 10шт
Затискач заземлення 1 шт
Кабель підключення екрану 1м
Пряжка екрану дисплея 1 комплект
★ Третій шар
Екран дисплея 1 шт
вимикач 2 шт
Визначення проводки контролера

Термінал живлення контролера
Джерело живлення використовує інтерфейс 5P, а для джерела живлення використовуються імпульсні джерела живлення 24 В і 15 В.
Будь ласка, зверніть увагу, що імпульсне джерело живлення 15 В розрізняє позитивний і негативний полюси, V1 підключається до 15 В+, V2 підключається до 15 В-, а будь-який COM на імпульсному джерелі живлення 15 В підключається до контакту 2 GND!
Зверніть увагу, що імпульсне джерело живлення має бути заземлене!
Контролер LCD24/5000
РК-кабель поставляється разом з пристроєм і може бути підключений безпосередньо.Конкретні визначення див. на малюнку вище
Інтерфейс сигналу контролера 1
①/②Контакт – це вхід сигналу тривоги тиску повітря, якщо потрібно ввімкнути (потрібна проводка), будь ласка, встановіть рівень тривоги тиску повітря у фоновому режимі як високий, інакше він низький
Штифт ③/④ є входом сигналу тривоги резервуара для води.Якщо вам потрібно ввімкнути його (потрібна проводка), будь ласка, встановіть рівень тривоги повітряного тиску у фоновому режимі як високий, інакше він низький
⑤Цифровий штифт є опорним заземленням для блокування безпечного заземлення, і він безпосередньо підключений до обробки заготовки за допомогою дроту
⑥ Штифт № – це замок безпеки заземлення зварювальної головки, підключений до синього дроту трижильного дроту, коли зварювальна головка торкається деталі, запобіжник увімкнено.
⑦Цифровий контакт - це перемикач зварювальної головки, підключений до коричневого дроту трижильного дроту
⑧Контакт № - це вимикач світла зварювальної головки, підключений до чорного дроту трижильного дроту, коли натиснути на курок, кнопка спускового гачка увімкнена
Будь ласка, зверніть увагу, що лише коли немає тривоги, а сигнал замка сейфа та тригерної кнопки увімкнено, вихідний сигнал наступного порту буде надіслано.
Інтерфейс сигналу контролера 2
Другий кінець інтерфейсу сигналу використовує інтерфейс 6P, а повітряний клапан пов’язаний з подачею дроту
①Захищені стопи
②Зарезервовані ніжки (синхронізовані з 4-контактним сигналом)
③/④Ножа - вихід 24 В клапана, підключіть до клапана
⑤/⑥Контакт – це сигнальний провід пристрою подачі дроту, сигнальний порт пристрою подачі дроту, незалежно від позитивного чи негативного
Схема підключення контролера
①/②Контакт – це вхід сигналу тривоги тиску повітря, якщо потрібно ввімкнути (потрібна проводка), будь ласка, встановіть рівень тривоги тиску повітря у фоновому режимі як високий, інакше він низький
Штифт ③/④ є входом сигналу тривоги резервуара для води.Якщо вам потрібно ввімкнути його (потрібна проводка), будь ласка, встановіть рівень тривоги повітряного тиску у фоновому режимі як високий, інакше він низький
⑤Цифровий штифт є опорним заземленням для блокування безпечного заземлення, і він безпосередньо підключений до обробки заготовки за допомогою дроту
⑥ Штифт № – це замок безпеки заземлення зварювальної головки, підключений до синього дроту трижильного дроту, коли зварювальна головка торкається деталі, запобіжник увімкнено.
⑦Цифровий контакт - це перемикач зварювальної головки, підключений до коричневого дроту трижильного дроту
⑧Контакт № - це вимикач світла зварювальної головки, підключений до чорного дроту трижильного дроту, коли натиснути на курок, кнопка спускового гачка увімкнена
Будь ласка, зверніть увагу, що лише коли немає тривоги, а сигнал замка сейфа та тригерної кнопки увімкнено, вихідний сигнал наступного порту буде надіслано.
Інтерфейс сигналу контролера 2
Другий кінець інтерфейсу сигналу використовує інтерфейс 6P, а повітряний клапан пов’язаний з подачею дроту
①Захищені стопи
②Зарезервовані ніжки (синхронізовані з 4-контактним сигналом)
③/④Ножа - вихід 24 В клапана, підключіть до клапана
⑤/⑥Контакт – це сигнальний провід пристрою подачі дроту, сигнальний порт пристрою подачі дроту, незалежно від позитивного чи негативного
Інтерфейс сигналу контролера 3
①Pin – це вхід лазерного сигналу тривоги +, якщо вам потрібно його ввімкнути, будь ласка, встановіть високий рівень тривоги повітряного тиску у фоновому режимі
②Підключений — enable+, підключіться до laser enable+
③Контакт має вихід 24 В, прямий вихід 24 В+ після ввімкнення
④Номер домашньої тварини є загальною точкою (посилання для ніг 1/2/3/5)
⑤Контакт з номером є аналоговою величиною + вихід, задана аналогова величина
⑥Pin - це ШІМ-модульований сигнал
⑦Вивід з номером є сигналом модуляції ШІМ+
Схема підключення контролера

Примітка. Термінал COM імпульсного джерела живлення ±15 В і термінал -V (0 В) імпульсного джерела живлення +24 В повинні бути підключені до GND і одночасно повністю підключені до заготовки.Оболонка імпульсного джерела живлення має бути під’єднана до землі, інакше може виникнути сигналізація блокування заземлення, і світло не випромінюватиметься.
Інтерфейс оптичного входу
Зварювальна головка SUP підходить для більшості промислових лазерних генераторів.Оптичні волоконно-роз’єми, які зазвичай використовуються, включають IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin тощо. Перед використанням оптику слід утримувати в чистоті та видаляти весь пил.
Коли волокно вставлено, ріжучу головку необхідно повернути на 90 градусів, щоб вона була горизонтальною, а потім волокно використовується, щоб запобігти потраплянню пилу на межу розділу.
Інтерфейс охолоджувача захисного газу та води
Інтерфейс водопровідної та повітряної труби можна встановити за допомогою шлангів із зовнішнім діаметром 6 мм і внутрішнім діаметром 4 мм.Повітряний шлях проходить посередині, а дві сторони - це впускний і вихідний трубопроводи води (незалежно від напрямку входу і випуску), як показано нижче:

Система охолодження розділена на частину водяного контуру зварювальної головки та частину водяного контуру головки оптичного волокна, які з’єднані послідовно, як показано на малюнку нижче:

Інтерфейс підключення зварювального пістолета та блоку керування
Для з’єднання зварювального пістолета та блоку керування використовуються три дроти, зокрема: двожильна лінія електроживлення двигуна, п’ятижильна сигнальна лінія двигуна, трижильний замок безпеки заземлення та лінія тригерної кнопки
Дроти живлення/сигналу двигуна (два чорних дроти) безпосередньо підключені до частини двигуна зварювальної головки та можуть бути розібрані (доступні два варіанти: 1. Відкрийте кришку двигуна та бічну пластину ручного зварювального пістолета 2. Відкрийте блок управління все заглушки)
Використовується трижильний дріт кнопки безпечного блокування та тригера. Знімний авіаційний штекер: дроти надійного блокування та кнопки, з яких 1 синій, 2 чорний і 3 коричневий (підключено до контакту 6/7/8 сигнального інтерфейсу 1, див. визначення електропроводки блоку керування вище)
Установка механізму подачі дроту
Двожильна антена на хвості пристрою подачі дроту підключена до контакту 5/6 сигнального інтерфейсу 2. Зверніться до наведеного нижче способу встановлення.
Клацніть: Інструкції зі встановлення пристрою подачі дроту (аплети)
Панель керування та керівництво з експлуатації (нижче наведено версію V3.3)
Короткий опис операції та інструкція з експлуатації
Панель керування серії SUP в основному складається з сенсорного екрана та блоку керування.
Торкніться головної сторінки, процесу, налаштувань і моніторингу операційного інтерфейсу.
Головний екран керування сенсорним екраном

①У цьому інтерфейсі ви можете побачити поточні параметри процесу та миттєву інформацію про тривогу.
②Лазер увімкнено, і червоний індикатор світиться, коли він увімкнений.
③Запобіжник зазвичай сірий, і коли зварювальна головка торкається заготовки, він стає зеленим і може бути оброблений.
④ Вибір режиму зварювання, за замовчуванням безперервний.Коли він налаштований на точкове зварювання, він може періодично випромінювати світло для точкового зварювання, що зручно для контролю часу точкового зварювання через людську помилку.Цю функцію потрібно налаштувати за потреби (версія V3.3 — це функція вище)
Головний екран операцій процесу

①Інтерфейс процесу містить параметри процесу для налагодження, які можна змінити, клацнувши поле.Після завершення модифікації натисніть OK, а потім збережіть її в процесі швидкого доступу.Під час його використання натисніть Імпортувати (Змінити-Зберегти-Імпортувати).
②Діапазон швидкості сканування становить 2-6000 мм/с, а діапазон ширини сканування становить 0^5 мм.Швидкість сканування обмежена шириною сканування.Співвідношення обмеження таке: 10≤швидкість сканування/(ширина сканування*2) ≤1000 Якщо воно перевищує ліміт, воно автоматично стає граничним значенням.Якщо для ширини сканування встановлено значення 0, воно не скануватиме (тобто точкове джерело світла) (найпоширеніша швидкість сканування: 300 мм/с, ширина 2,5 мм).
③Пікова потужність має бути меншою або дорівнювати потужності лазера на сторінці параметрів (наприклад, потужність лазера становить 1000 Вт, тоді значення не перевищує
1000).
④Коефіцієнт навантаження в діапазоні 0~100 (за замовчуванням 100, зазвичай не потрібно змінювати).
⑤Рекомендований діапазон частоти імпульсів становить 5-5000 Гц (за замовчуванням 2000, зазвичай її не потрібно змінювати).
⑥Натисніть кнопку HELP у верхньому правому куті, щоб отримати додаткові пояснення параметрів.
Посилання на процес (залежно від фактичних умов, наведене нижче лише для довідки)

Налаштувати головний екран операції
Пароль 123456

①Потужність лазера – це максимальна потужність використовуваного лазера.
②Повітряна затримка перемикача за замовчуванням становить 200 мс, а діапазон становить 200–3000 мс.
③Коли світло вмикається, воно поступово збільшуватиметься від N1% потужності процесу до 100%;коли світло вимикається, воно поступово збільшуватиметься від 100% потужності процесу.
До N2;(як показано на малюнку нижче).

④Компенсація затримки подачі дроту – це час випередження подачі дроту відносно світлового сигналу, який можна використовувати разом із функцією вилучення.
⑤Максимальний поріг температурного сигналу становить 70 ℃.Якщо значення встановлено на 0, температурний сигнал не буде виявлено.
⑥Діапазон коригувального коефіцієнта сканування 0,01~4, коефіцієнт ширини цільової лінії/ширина лінії вимірювання: зазвичай 1,25.
⑦Зсув центру лазера -3~3 мм, зменшіть його та перемістіть ліворуч, збільште та перемістіть праворуч.
⑧Сигнал рівня тривоги є типовим, і екранований сигнал тривоги можна безпосередньо змінити на виявлення відповідного рівня.
⑨Тривалість точкового зварювання – це час випромінювання світла після натискання на курок, тобто, навіть якщо кнопку відпустити, світло все одно випромінюватиметься відповідно до витраченого часу (версія V3.3 – це функція вище).
⑩Інтервал точкового зварювання – це час зупинки світла між двома точковими зварюваннями після натискання кнопки курка (версія версії 3.3 і вище).
⑧Натисніть кнопку ДОВІДКА у верхньому правому куті, щоб отримати докладніші пояснення параметрів.
Головний інтерфейс моніторингу

Цей інтерфейс показує статус кожного сигналу виявлення та інформацію про пристрій
Натисніть авторизацію пристрою, щоб увійти в інтерфейс авторизованого часу використання, після введення пароля систему можна авторизувати на час використання. Методи шифрування та дешифрування авторизації однакові:
Метод розшифровки системи






